 Magazin
Magazin AM Business
AM Business Info Guide
Info Guide Directories
Directories Events
Events
Der bekannte deutsche Erfinder von interessanten 3D-Druck-Materialien wie beispielsweise Laywood, der Porolay-Serie, Layceramic oder auch Moldlay, Kai Parthy, hat im Rahmen eines White Papers erstmals eine Methode festgehalten, mit der sich der Warping-Effekt von 3D-Filamenten beim FFF-Druck messen und numerisch bestimmen lässt.
Im Folgenden klärt er nicht nur über interessante Fakten zum Thema Warping auf, sondern führt auch die von ihm entwickelte Methode “low-bondage WARP-INDEX” detailliert aus.
LOW-BONDAGE WARP-INDEX – White Paper/Kai Parthy
1) Warp
Jeder kennt das Problem: Man möchte ein größeres Objekt, mit sagen wir 15 cm Ausdehnung in x-y Ebene ausdrucken. Aber dies funktioniert nicht ohne weiteres, weil sich das Druckobjekt an den äußeren Ecken beginnend nach oben (z-Achse) verbiegt (warping). Oftmals kann man das 3D-Objekt nicht zu Ende drucken, da es sich vorher von der Plattform löst.
2) Warp vermeiden
Wir kennen viele Methoden entstehendes Warp zu behindern. Diese wurden nicht erst von der RepRap-Szene entwickelt, sondern von Stratasys, welche das FDM-Verfahren vor 25 Jahren entwickelt hat. Deren Drucker besitzen einen beheizten Bauraum. Darin werden alle Druck-Teile auf einer konstant hohen Temperatur (oft um 100°C) gehalten und danach langsam abgekühlt. Diese Technik ist sehr anspruchsvoll. Die RepRap-Szene hat ihrerseits die beheizte Druck-Plattform entwickelt, welche ihr das Drucken von großen Objekten überhaupt erst möglich machte (insbesondere aus ABS). Dennoch lässt sich das Warp nicht komplett vermeiden, erst recht nicht, wenn das Objekt besonders hoch ist. Bevor jedoch das “heated bed” zum Standard wurde, behalf sich die Szene mit Techniken, mit Hilfe derer das Objekt besonders stark an die kalte Bauplattform „geklebt, angeheftet“ wurde (mit Brims und guten Rafts), oder auch mittels von in das Objekt eingearbeiteten Schlitzen, welche Deformations-Kräfte an ihrer Ausbreitung hindern sollen.
Quelle (BFB forum, ABS object, Kaipa; Mon, 2010-04-26 14:12 ) http://elco.crsndoo.com/bfb/www.bitsfrombytes.com:8080/jpy/forum/post/no-warp-construction-techniques
3) Zero Warp Marketing
Die Existenz von Warp wird uns leider noch lange beschäftigen. Bis dahin behelfen sich alle Filament-Hersteller mit den Marketing-Floskeln > wenig warp, fast kein warp etc. Sie tun dies aber auch, weil sie bisher nicht in der Lage waren, das Warp exakt zu messen. Bisher wurde nur geschätzt und subjektiv bewertet.
4) Warp Messen?
Es ist klar, dass man das Warp nicht einfach mit einem Zollstock verlässlich ausmessen kann. Auch die Hersteller der Basis-Polymere können nicht weiterhelfen. Diese geben zwar Schwindungswerte für ihre Kunststoffe an, jedoch werden diese nicht unter FDM-Bedingungen gemessen und sind kaum auf unsere 3D-Druckverfahren anwendbar. Das schichtweise, additive Drucken ist dafür aus thermischer Sicht zukomplex und wird von mehr als einem Dutzend entscheidender Parameter, die man beim Slicen einstellen muss, getragen.
Die komplexen Gründe für unterschiedlich ausfallendes Warp zu erklären ist nicht einfach, diese basieren aber grundsätzlich auf dem Abkühlverhalten und damit verbundener Schwindung des Polymers. Nach der Methode low-bondage WARP-INDEX / PARTHY kann jedermann einen Warp-Index für ein beliebiges Filament, mit nur einem einfachen 3D Drucker selbst bestimmen. Die Methode ist reproduzierbar angelegt. Die gefundenen Werte liefern Werte auf einer Skala bei Null beginnend, meist bis 10 (nach oben offen) wobei die geringen Werte für eine äußerst geringe Neigung zu warpen stehen, die hohen Werte für viel Warp.
5) Warp-Index – Nutzen?
Teste selbst, ob die vom Filament-Hersteller gegebene Spezifikation “wenig warp” überhaupt stimmt. Denn welcher Hersteller würde schon freiwillig zugeben, dass sein PET beispielsweise doch nicht so ganz warp-frei daherkommt. Anhand des Warp-Indexes ist es möglich abzuschätzen, ob ein Druckobjekt bestimmter Ausmaße sich mit einem ausgewählten Material überhaupt drucken läßt. Wichtig: Dieser Test beschreibt nicht, wie man das Warp mittels druck-technischer Kniffe reduzieren kann. Nein, er beschreibt einen wiederholbaren Standard der Material-Überprüfung, den beim Druck zu erwartendenmaterial-spezifischen Warp-Effekt, numerisch darzustellen. So lassen sich beispielsweise auch Schwankungen der Material-Eigenschaften, beispielsweise bei unterschiedlichen Farben ein und desselben Materiales, im Warp-Index sichtbar machen. Gleiches gilt für überlagerte Polymere mit rel. hohem flüchtigen oder migrierendem Weichmacher-Anteil.
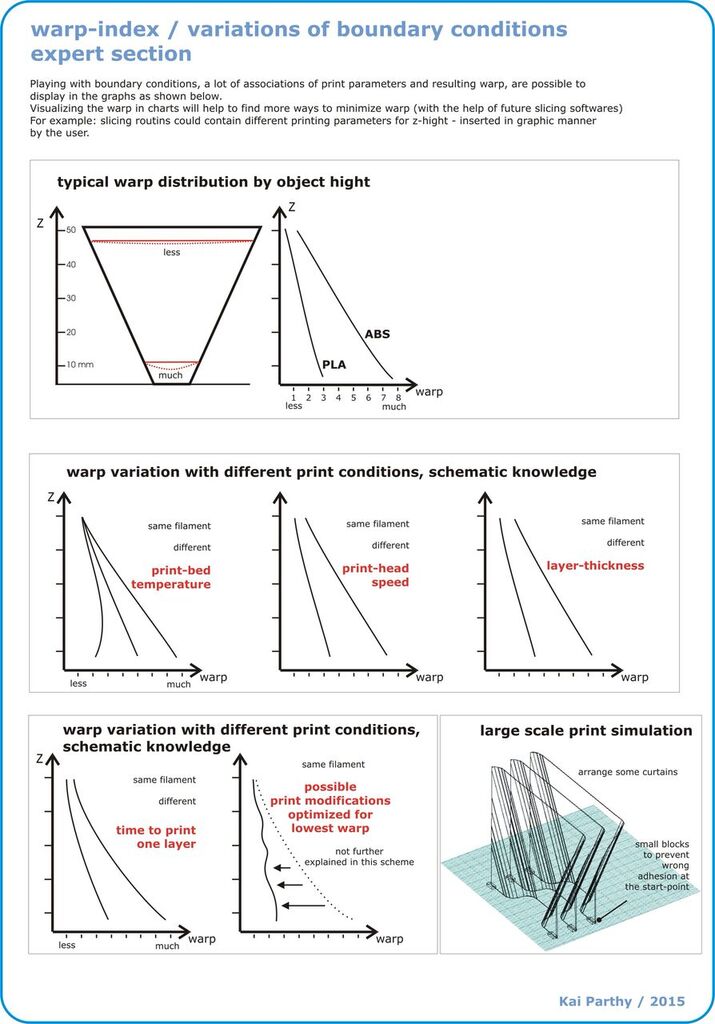
6) Warp-Index: Chancen für Experten
Einige Modifikationen des WI (warp-index) wurden testweise durchgeführt und konnten Relationen nun auch grafisch nachweisen, die 3D-Druck Experten längst kennen. Diese Abhängigkeiten, (resultierenden Warps) von Druckgeschwindigkeit, LayerDicke, Druckzeit pro Layer, Print-Plattform-Temperatur etc. können nun in Diagrammen dargestellt werden. Rückschlüsse aus diesen grafischen Erkenntnissen könnten zu warp-optimierten Slicing-Prozeduren führen. In etwa zur dynamischen Modifikation einzelner Parameter innerhalb eines Druckobjektes: sprich die Layerhöhe eines Objektes ist nicht immer gleich, oder aber die Druckgeschwindigkeit variiert je nach Z-Höhe.
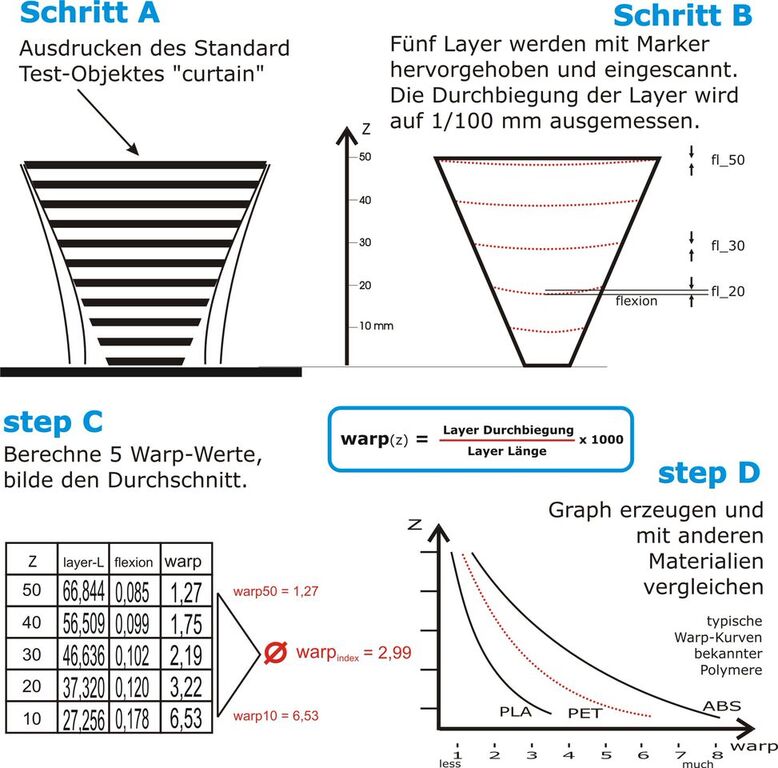
7) Der Warp-Index
In einfachen Schritten – Wie geht’s?
- Ausdruck des Warp-Testobjektes (download)
- mit einem dicken Marker werden 5 einzelne Layer nachgezeichnet
- das Objekt wird auf einem Flachbett-Scanner hochaufgelöst eingescannt und
- in einer Grafik-Software die Layer-Durchbiegung auf 1/100 mm ausgemessen
- die gefundenen Werte aus Layer-Länge und Durchbiegung ergeben Warp-Werte bezogen auf die Z-Bauhöhe
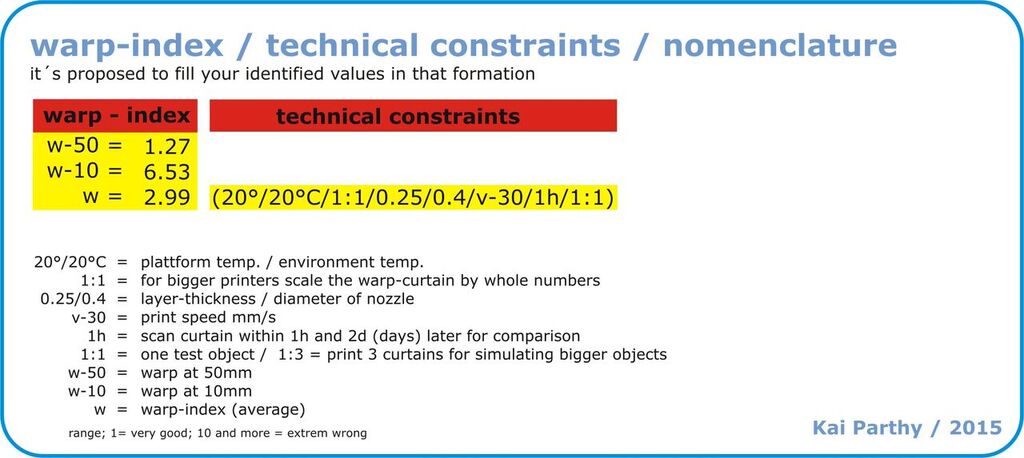
- Der Warp-Index ist der Durchschnitt dieser Werte und wird in einer Nomenklatur mit den gültigen (vorgegebenen) technischen Parametern des Druckes angegeben.
- Die einzelnen Warp-Werte als Graph dargestellt ergeben eine aussagekräftige Kurve
- Die gängigsten Materialien (PLA, PET, ABS) weisen Warpwerte von 0 bis 10 auf; Null ist perfekt, 10 ist als stark warpend anzusehen.
Der errechnete Index basiert auf der Messung möglichst unbehinderten Warpings eines Testobjektes, daher auch die Bezeichnung >> low bondage warp-index << .
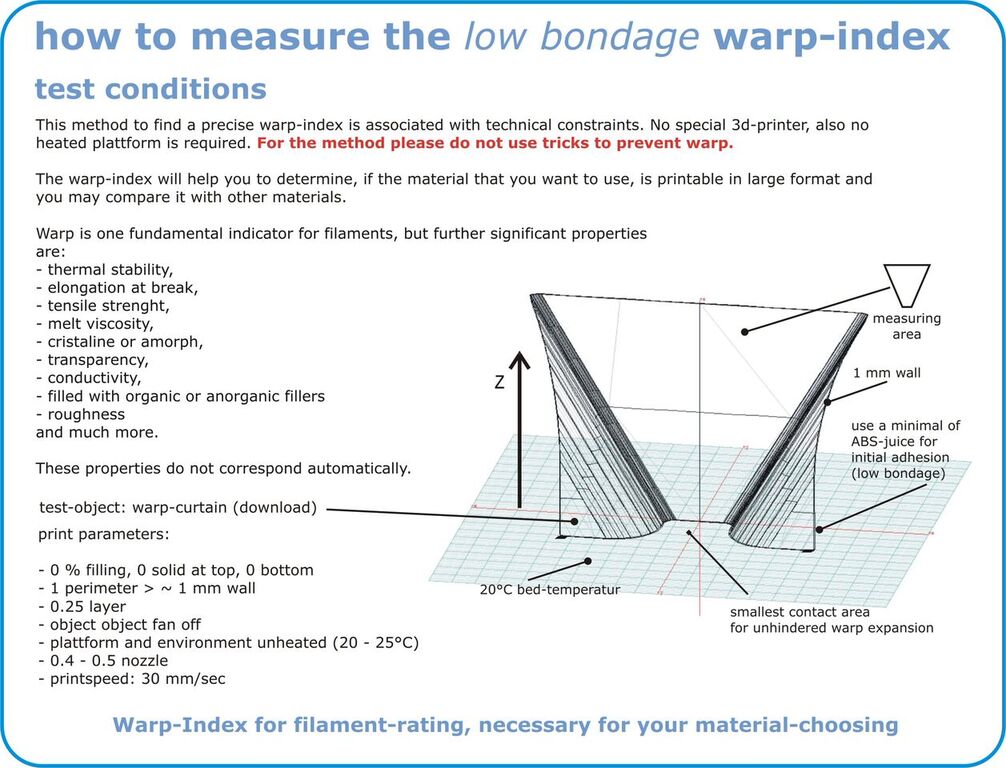
8) Hintergrund / Testobjekt: „curtain“
- curtain mit seiner spezifischen Form wurde entwickelt, um einen Warp-Testdruck auf einer kalten Druck-Plattform ohne jeglichen Einfluss von Wärme oberhalb der Umgebungstemperatur durchführen zu können.
- curtain hat nahe seiner Messfläche möglichst wenig Kontakt zur Plattform.
- curtain ist im Experten-Modus, skalierbar
- curtain hat nahezu gleiche Layer-Längen entlang der gesamten Bauhöhe um die eingetragene Wärme konstant zu halten
9) Kalte Druck-Plattform?
- Raumtemperatur (20-25°C) ist ein notwendiger gemeinsamer Nenner beim 3D-Druck mit Filamenten
- und verfälscht nicht die Index-Mess-Prozedur durch Temperatur-Schwankungen im Bauraum
- ein minimaler Einfluss der Wärmestrahlung des Hotends muss hingenommen werden
10) kalte Plattform
- Viele Nutzer werden von den Filament-Herstellern nicht darauf hingewiesen, dass es Filamente gibt, die auf kaltem Druckbett deutlich weniger warpen als auf heißem.
- Einige amorphe Materialien mit breitem Erweichungsbereich zeigen dieses Verhalten.
- Die kalte Umgebungstemperatur fördert hierbei selbstversteifende Effekte im Druckobjekt.
11) credits
Mein besonderer Dank gilt Joerg Draheim / innovativaggregat / für die mehr als 5 Jahre währende Unterstützung in Sachen Soft- und Hardware.
















