 Magazin
Magazin AM Business
AM Business Info Guide
Info Guide Directories
Directories Events
Events
Aktive Qualitätssicherung zählt zu den wichtigsten Forderungen von Anwendern additiver Fertigung. Die Überwachung von Kenndaten einer Laserschmelzanlage hinsichtlich Sauerstoffgehalt, Temperatur, Laserleistung und Pulverqualität zählt heute zu den Standards. Allerdings ist eine umfassende Aussage über die Güte des Bauteils auf Grundlage dieser Anlagenparameter nicht zu treffen. Mit In-situ-Prozessüberwachungssystemen auf Basis eines On-axis-Systems ist es jedoch möglich, Hinweise auf Defekte während des Bauteilaufbaus zu erhalten. Concept Laser, Pionier des LaserCUSING, stellt nun ein Tool für die positionsbezogene Echtzeitüberwachung und dreidimensionale Visualisierung vor. Der nächste Qualitätslevel mit QMmeltpool 3D wird ab 2016 für die Anlagen M1 cusing und M2 cusing zur Verfügung stehen.
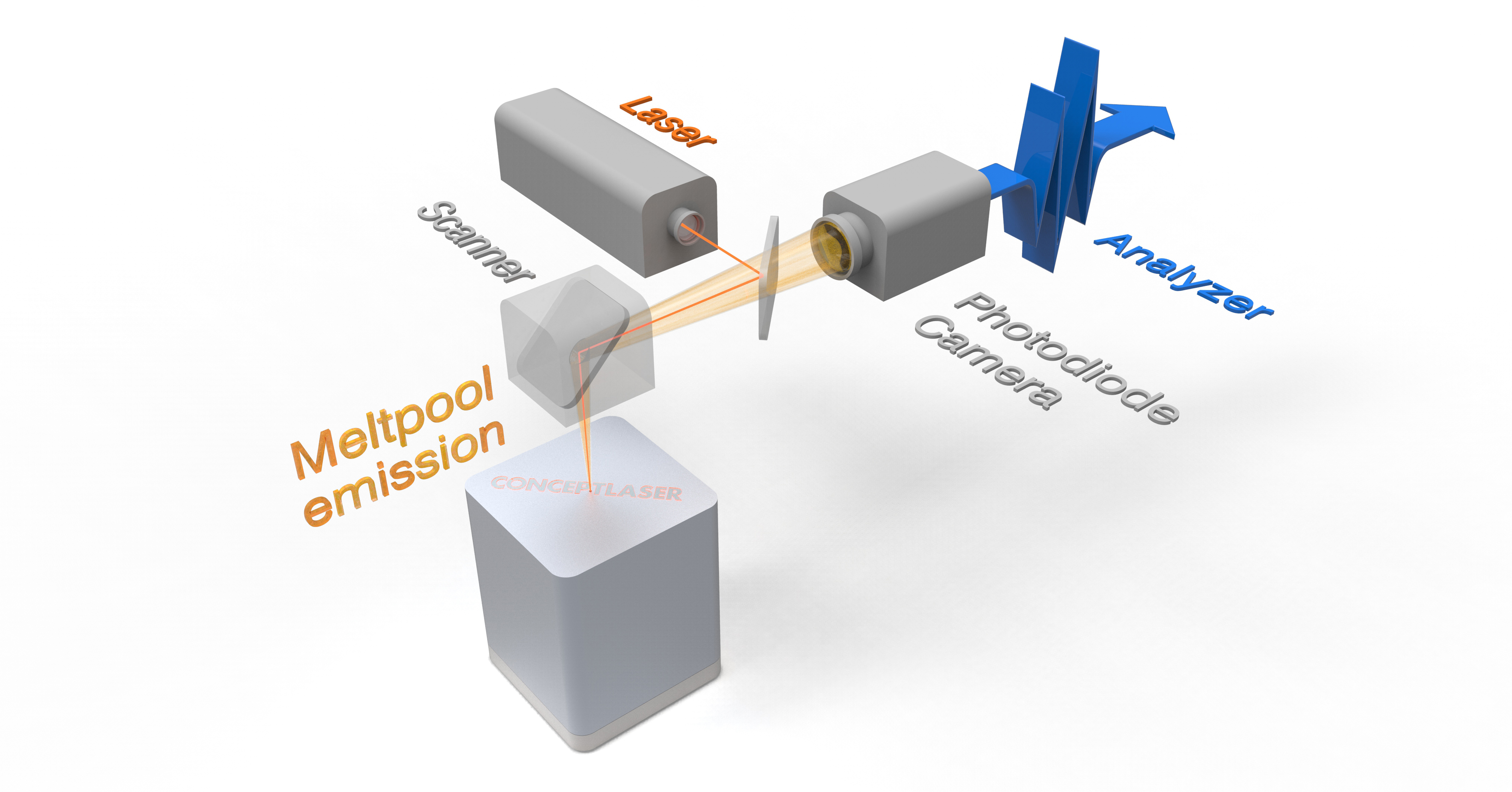
Die In-situ-Prozessüberwachung zählt zu den strategischen Technologiefeldern von Concept Laser, welche der Anlagenbauer nun um das QMmeltpool 3D zur dreidimensionalen Echtzeitüberwachung erweitert. Das LaserCUSING-Verfahren ist aufgrund hoher Scan-Geschwindigkeiten und hoher Laserleistungen ein sehr dynamischer Prozess, welcher durch verschiedenste Prozessfaktoren beeinflusst wird. In anspruchsvollen Branchen, wie z. B. Medizintechnik, Automotive, sowie Luft- und Raumfahrt, gelten strikte Sicherheits- und hohe Qualitätsanforderungen. QMmeltpool 3D liefert in Echtzeit qualitätsrelevante Daten zur Prozessüberwachung und – dokumentation. Das System erfasst positionsbezogene Charakteristika des Schmelzbades während der Entstehung des Bauteils (Bild 3). Diese Daten können in einer dreidimensionalen Landkarte visualisiert und vom Anwender analysiert werden. Nach Auskunft des Herstellers ist das Analyse-Tool mit der HD-Auflösung der Computer-Tomografie (CT) vergleichbar.
Prozessüberwachung mit QMmeltpool
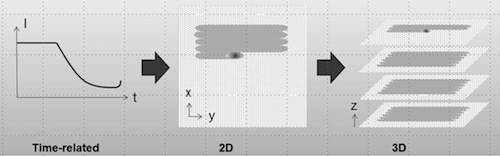
Das QMmeltpool-System detektiert Schmelzbademissionen, welche während des Aufschmelzvorgangs in Form von Strahlung im infraroten Bereich entstehen, mit koaxialen Sensoren. Der koaxiale Aufbau ermöglicht die Beschränkung auf eine kleine „Region of Interest“ mit einer hohen lokalen Auflösung bei großen Abtastraten (je nach Detektortyp bis zu 50kHz). Diese Schmelzbadüberwachung ermittelt zwei Kenngrößen: Die Schmelzbadfläche und die Schmelzbadintensität. Diese Kenngrößen können entsprechenden Prozessfehlern zugeordnet werden. Zum Beispiel kann eine geringe Schmelzbadintensität auf eine zu geringe Laserleistung oder eine zu hohe Scan-Geschwindigkeit, d. h. einen zu geringen Energieeintrag, hinweisen. Änderungen in der Fläche des Schmelzbades können außerdem ein Hinweis auf eine Variation des Sauerstoffgehaltes in der Prozesskammer sein. Da die Bauteilgeometrie ebenfalls Auswirkungen auf die thermischen Verhältnisse im Prozess hat, sind Referenzproben sowie ein hohes Maß an Prozessverständnis notwendig, um die Veränderung der Daten während des Prozesses richtig zu deuten und zu analysieren. In einer 2D-Schmelzbadüberwachung werden die Signale als Mittelwerte pro Bauteil und pro Schicht geliefert. Diese 2D-Sichtweise ermöglicht eine eingeschränkte Interpretation lokaler Fehlerstellen.
Aus QMmeltpool wird QMmeltpool 3D
Die bisherige, zeitbezogene 2D-Überwachung des Bauprozesses wird zur positionsbezogenen 3D-Landkarte. Statt ausschließlich zeitbezogener Daten liefert das System nun, der Computer-Tomografie (CT) vergleichbar, zusätzlich positionsbezogene Signale zur eindeutigen Zuordnung (Bild 3). Diese Signale ermöglichen Generierung von 3D-Datensätzen des Bauteils bzw. dessen Aufbaus. Damit entsteht eine sehr genaue 3D-Landkarte des Bauteils. Im Detail bedeutet dies die Ermittlung charakteristischer Eigenschaften des Schmelzbades. Dazu zählt die Fläche und Intensität des Schmelzbades, welche mittels zweier Detektoren, Kamera und Photodiode, mit hoher örtlicher und zeitlicher Auflösung untersucht werden kann. Im Anschluss werden diese Signale mit den entsprechenden Positionsdaten des Lasers korreliert. Dieser Abgleich ist der eigentliche Clou von QMmeltpool 3D: Schmelzbadsignale, wie Schmelzbadfläche und Schmelzbadintensität, können so direkt nach dem Abschluss des Bauprozesses dreidimensional visualisiert und ausgewertet werden. Der Anwender kann den Entstehungsprozess jedes Bauteils positionsbezogen nachvollziehen. Lokale Effekte beim Bauteilaufbau kann er nun besser erkennen und analysieren.
Koaxiale Integration mit QMmeltpool 3D: Auf dem Punkt genau mit dem On-axis-Ansatz
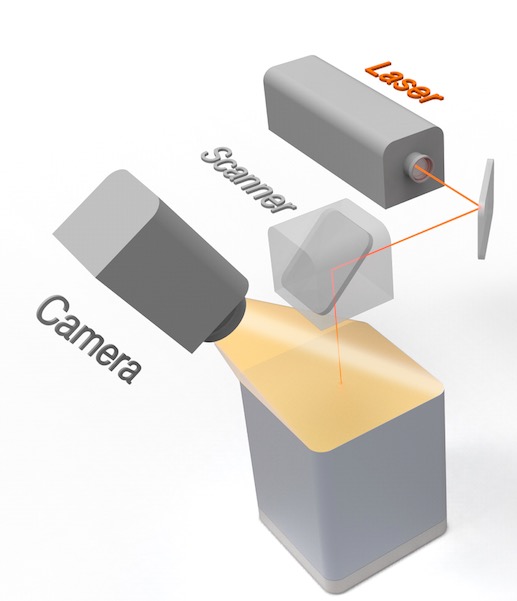
Der neue Ansatz basiert auf einer Erweiterung der 2D-Inspektion in den 3D-Raum, mit einer koordinatenbezogenen Datenerfassung der Schmelzbadwerte. Zur Beurteilung der neuen Methode von QMmeltpool 3D kann man sich die aktuellen QS-Ansätze am Markt anschauen. Klassische Off-axis-Inspektionen weisen eine geringere Auflösung und eine niedrigere Erfassungsrate auf. Zum Einsatz kommt beispielsweise eine infrarot-sensitive Kamera, welche außerhalb der Prozesskammer – also ex situ – positioniert ist (Bild 2). Vorteil dieser Ex-situ-Lösung ist die einfache Systemintegration von Anlage und Kamerasystem. Ein Off-axis-Aufbau ermöglicht Aussagen über das gesamtheitliche Aufschmelz- und Abkühlverhalten. Eine detaillierte Aussage über das Schmelzbad ist jedoch nicht ableitbar. Der On-axis-/In-situ-Aufbau beruht auf einer koaxialen Anordnung der Detektoren (Bild 1). Als Detektoren kommen eine Kamera und eine Photodiode zum Einsatz, die dieselbe Optik nutzen, wie der Laser. Diese koaxiale Integration ermöglicht eine hohe koordinatenbezogene 3D-Auflösung von 35µm. Die Erkennungsrate ergibt sich aus der Scan-Geschwindigkeit. Liegt diese bei 1.000mm/s, so ergibt sich 100µm, also die Distanz, für die je eine Aufnahme erzeugt wird. Bei 2.000mm/s liegt der Wert bei 200µm. Die Abtastrate der Kamera gibt Concept Laser mit >10kHz und 50kHz für die Photodiode an. Die koaxiale Anordnung hat den Vorteil, dass die Schmelzbademissionen stets auf einen Punkt der Detektoren fokussiert werden und der Bildausschnitt verkleinert und somit auch die Abtastrate erhöht werden können. Eine detaillierte Analyse der Schmelzbadcharakteristika ist so möglich.
Mögliche Fehlerquellen beim Laserschmelzen
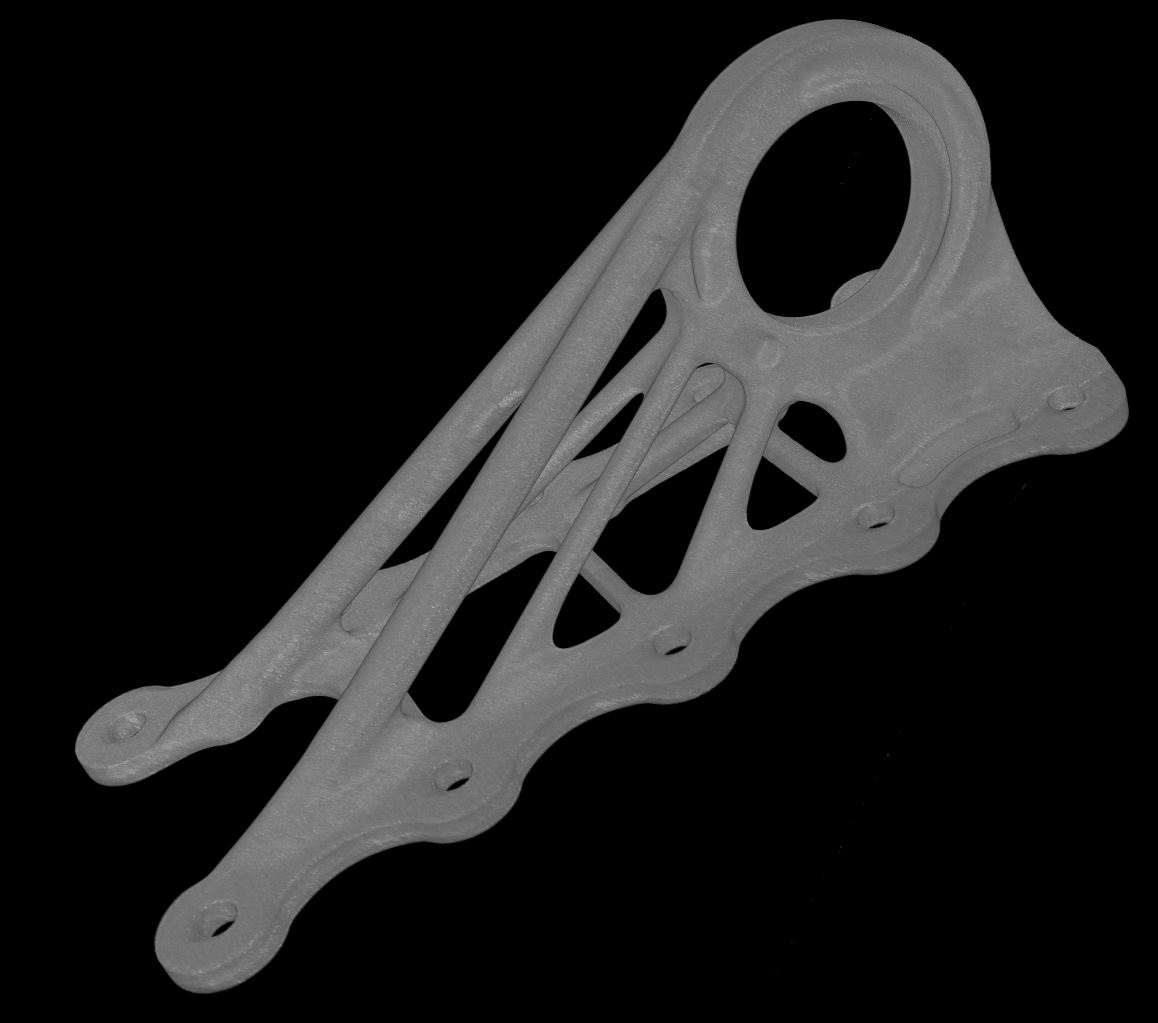
Defekte, welche beim Laserschmelzen entstehen, sind auf verschiedenste Einflussfaktoren zurückzuführen: Beispiele sind Scan-Geschwindigkeit oder Laserleistung (Bild 4). Prozessfehler können zum Beispiel durch zu geringe oder zu große Scan-Geschwindigkeiten entstehen, die einen zu großen oder zu geringen Energieeintrag auslösen. Ein zu geringer Energieeintrag im Pulverbett führt z. B. zu nicht aufgeschmolzenem Pulver in Form von unregelmäßig geformten Poren. Ist der Energieeintrag zu hoch, können Gasinklusionen entstehen, welche regelmäßig runde geformte Poren in Schliffbildern aufweisen. Auch der Prozessgasstrom, der Werkstoff und viele weitere Faktoren können Einfluss auf Prozess und Bauteilgüte nehmen. In-situ-Überwachungssysteme können, dank hoher Auflösung und Abtastraten (je nach Scan-Geschwindigkeit alle 0,1 mm) Prozesscharakteristika in Echtzeit detektierten (Bilder 5 + 6). In-situ-Überwachungssysteme liefern deshalb einen wichtigen Beitrag, um Prozessfehler frühzeitig zu erkennen und zukünftig zu vermeiden. Es ist für den Anwender ein Werkzeug zur Optimierung des Prozesses.


Bildquelle: Concept Laser
Möglichkeiten und Grenzen
Den QS-Aufwand minimieren und Zeitvorteile nutzen, sind die Effekte von QMmeltpool 3D. QMmeltpool 3D kann lokale Hinweise auf fehlerhafte Stellen im Bauteil liefern. Nachgelagerte Prüfungen und Tests könnten somit minimiert werden. Zudem stehen die Daten unmittelbar nach Bauprozess zur Verfügung, sodass sich auch Einsparungen in zeitlicher Hinsicht ergeben. Eine Fehlerbehebung während des Bauprozesses ist durch QMmeltpool 3D nicht möglich. Aufgrund der Vielzahl der Einflussfaktoren, die Fehler im Bauprozess bzw. am Bauteil bedingen können und der hohen Dynamik des Prozesses, stellt die Entwicklung eines selbstkorrigierenden Regelkreises eine große Herausforderung dar.
Ausblick
Der praktische Mehrwert der dreidimensionalen Visualisierung mit QMmeltpool 3D ist aber nicht nur ein originäres Mittel zur aktiven Qualitätssicherung. In Fertigung und Prozessentwicklung können Bauteiljobs durch iterative Variation der Parameter optimiert werden. Es können Supportstrukturen angepasst und vor allem die vorgelagerte Bauteilkonstruktion fertigungsgerechter ausgelegt werden. Nicht zuletzt bieten sich neue Möglichkeiten in der Materialforschung und der Validierung von Werkstoffen. Im Jahr 2016 soll das Qualitätsmodul für die Anlagen M1 cusing und M2 cusing zur Verfügung stehen.
Kenndaten Qualitätsmodul QMmeltpool 3D
| Aufbau der Überwachung | In-situ |
| Inspektionsinstrumente | Kamera und Photodiode |
| Dimension | x, y und z |
| Auflösung in 3D | 35µm |
| Abtastrate der Kamera | >10kHz |
| Abtastrate der Photodiode | 50kHz |















