Das Nassstrahlen bei der Nachbearbeitung von additiv gefertigten Teilen
Die additive Fertigung ist weiterhin dabei, das traditionelle Fertigungsparadigma zu durchbrechen, und fasst als Produktionstechnologie jeden Tag stärker Fuß. Der Grund dafür sind die Fortschritte bei den Herstellungsprozessen, die zu einer höheren Geschwindigkeit, Genauigkeit und Wiederholbarkeit der Produktion und damit zu einer höheren Ausbeute führen.
Wie inzwischen bekannt und akzeptiert ist, ist AM wichtig, da es die Herstellung geometrisch komplexer Teile und Komponenten erleichtert, den Abfall reduziert und die Herstellung leichterer Strukturen ermöglicht, was in der Automobil-, Luft- und Raumfahrt- sowie in der Medizinbranche von großer Bedeutung ist. AM ermöglicht auch die einfache Herstellung von Ersatzteilen, die mit herkömmlichen Verfahren nicht ersetzt werden können oder unwirtschaftlich sind, was bedeutet, dass Maschinen repariert und nicht ersetzt werden können. All diese Vorteile zusammen mit der Fähigkeit von AM, die Fertigung zu demokratisieren und zu lokalisieren, mit all den damit verbundenen verkürzten und inländischen Lieferketten, bedeuten, dass die Zukunft dieser Technologie gesichert ist.
AM & Nachbearbeitung
Aber AM ist nicht perfekt, und ein Bereich, in dem es erhebliche Probleme gibt, ist die Oberflächenbeschaffenheit von AM-Teilen, wenn sie aus der Baukammer oder von der Bauplatte kommen. Ob Kunststoff oder Metall, AM-Teile erfordern primäre Nachbearbeitungsprozesse, um Pulver oder physische Träger zu entfernen. Aber selbst dann zeichnen sich AM-Teile durch ein relativ schlechtes Aussehen und eine schlechte Haptik aus, wobei die Schichtabstufungen oft deutlich sichtbar sind und die Oberflächenrauheit oft sehr hoch ist, was sowohl die Ästhetik als auch die funktionale Leistung beeinträchtigen kann. Das bedeutet, dass sie in den meisten Fällen eine sekundäre Nachbearbeitung benötigen, um die Oberflächenform und -beschaffenheit zu verbessern.
Da die Kosten für die Nachbearbeitung einen erheblichen Teil der Kosten für ein fertiges AM-Endteil ausmachen, wird um die Entwicklung effizienter, wiederholbarer und automatisierter AM-Nachbearbeitungstechnologien gerungen. Viele Unternehmen arbeiten und forschen an neuen, maßgeschneiderten AM-Nachbearbeitungsverfahren, manchmal mit beeindruckenden Ergebnissen, die jedoch in der Regel auf bestimmte Materialien oder Geometrien beschränkt sind und fast alle einen hohen Preis haben und übertechnisiert sind.
Aus diesem Grund wird eine zunehmende Anzahl traditioneller industrieller Nachbearbeitungsverfahren für die Nachbearbeitung von additiv gefertigten Kunststoff- und Metallteilen weiterentwickelt und positioniert. Eine Reihe von Massenveredelungstechnologien wie Gleitschleifen, Taumelschleifen und Kugelstrahlen sind bereits im Einsatz, und auch das Kugelstrahlen und die chemischen Glättungsverfahren haben sich etabliert.
{kind=link}
In diesem Artikel wollen wir jedoch einen Blick auf eine Nachbearbeitungslösung werfen, die bei der Betrachtung von AM-Teilen weitgehend vernachlässigt wird, nämlich das Nassstrahlen. Nassstrahlen ist ein sauberes, zuverlässiges, wiederholbares und genaues Verfahren, mit dem Teile mit einer durchweg besseren Oberflächenqualität als mit alternativen Verfahren hergestellt werden können und das sich ideal für Teile eignet, die mit direktem Metall-Lasersintern (DMLS) und selektivem Lasersintern (SLS) gefertigt wurden.
Was ist Nassstrahlen?
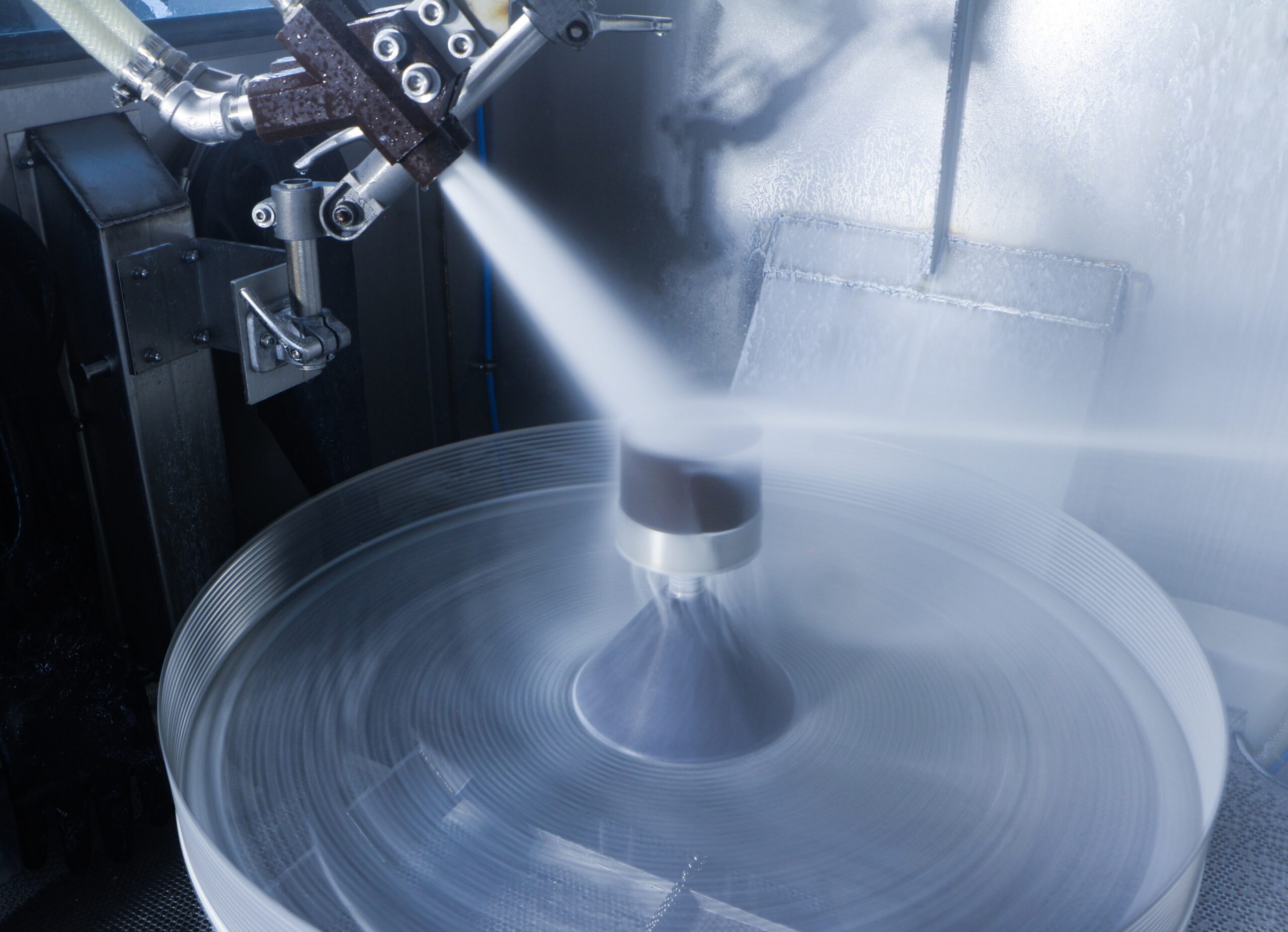
Aus der Familie der Nachbearbeitungstechnologien durch Strahlen stammt das Nassstrahlen, wie es genannt wird, wenn Wasser und Strahlmittel zusammenarbeiten, und es eignet sich besonders gut für die Endbearbeitung empfindlicher, präzisionsgefertigter Teile. Das Verfahren zeichnet sich dadurch aus, dass es staubfrei ist, sehr feine Strahlmittel verwendet werden können, aufgrund der schützenden Wasserschicht nur sehr geringe Mengen an Strahlmittel verbraucht werden und das Risiko der Einbettung (insbesondere bei weichen Metallen) minimiert wird. Außerdem wird das vielleicht wichtigste Merkmal der nachbearbeiteten AM-Teile erzielt: eine hervorragende Oberflächengüte.
Beim Nassstrahlen wird in der Regel eine Mischung aus 10-40 % Strahlmittel und Wasser verwendet. Die Aufschlämmung wird in die Strahlpistole gepumpt und dann mit Druckluft durch eine auf das Teil gerichtete Strahldüse auf eine hohe Geschwindigkeit beschleunigt. Der Aufprall des Strahlmittels auf das Werkstück erzeugt den gewünschten Effekt, sei es Reinigung, Oberflächenglättung, Beschichtungsvorbereitung, kosmetische Oberflächenstrukturierung oder Peening.
Das Verfahren entfernt Pulver und Träger (von einigen AM-Kunststoffteilen) und verbessert die Oberflächenbeschaffenheit in einem, und der Einsatz verschiedener Strahlmittel kann entweder die kosmetische oder die funktionale Oberflächenbeschaffenheit verbessern. Nassstrahlanlagen lassen sich leicht in eine automatisierte Produktionslinie integrieren oder als eigenständige Technologie einsetzen.
{kind=link}
Vorteile des Nassstrahlens
Nasses Strahlen hat Vorteile für die Eigenschaften des Werkstücks selbst, aber auch für die Bearbeitungsumgebung. Der Hauptvorteil ist die Schonung, aber auch die Tatsache, dass das Verfahren keinen Staub erzeugt, wodurch elektrostatische Probleme vermieden werden und somit die Notwendigkeit entfällt, die ATEX-Vorschriften für explosive Atmosphären zu beachten. Beim Nassstrahlen gibt es auch keine Medienaufprallung, ein immer wieder auftretendes Problem beim Trockenstrahlen, bei dem sich Medienpartikel in die Werkstückoberfläche einbetten und die Oberflächenintegrität beeinträchtigen können.
Beim Trockenstrahlen entsteht während der Nachbearbeitung erhebliche Hitze, die in Verbindung mit der hohen Aufprallenergie des Strahlmittels auf das Werkstück zum Verziehen und Verbiegen empfindlicher Teile führen kann. Im Gegensatz dazu ist das Nassstrahlen ein kühleres, sanfteres Verfahren, das sich besonders für die Nachbearbeitung empfindlicher dünnwandiger Teile und Komponenten eignet.
Bei der Pulverentfernung auf AM-Teilen (selbst in schwer zugänglichen inneren Kanälen und Merkmalen) wäscht das Nassstrahlen alles, was am Werkstück haftet, sofort weg.
In Bezug auf die Oberflächenbeschaffenheit sorgt das Nassstrahlen für glattere Oberflächen und ist gleichzeitig präziser, konsistenter und wiederholbar. Die Oberflächen sind fein und gleichmäßig, wobei eine niedrige Oberflächenrauhigkeit von 100 µm Ra leicht erreichbar ist. Aus der Sicht der kosmetischen Oberflächenbeschaffenheit erzeugt das Nassstrahlen einen glatten, matten Effekt, und die weniger abrasive Natur des Verfahrens und das Fehlen von Verwerfungen und Biegungen ermöglicht das Erreichen von viel engeren Toleranzen.
Ein entscheidender Vorteil ist die Vielseitigkeit des Verfahrens, da Strahlintensität und Strahlmittelkonzentration leicht an unterschiedliche Werkstoffe und geometrische Strukturen angepasst werden können, um Schäden an Form und Funktion der Teile zu vermeiden. In der Regel empfiehlt es sich, Nassstrahlanlagen von Anbietern zu beziehen, die über das Wissen und die Erfahrung verfügen, um über die zahlreichen technischen Merkmale zu beraten, die in einem Nassstrahlverfahren kombiniert werden, um sicherzustellen, dass Sie präzise und wiederholbare Ergebnisse bei einer Vielzahl von Werkstücken erzielen.
Wie bereits erwähnt, liegt die typische Konzentration des Strahlmittels in der Aufschlämmung je nach dem spezifischen Nassstrahlverfahren zwischen 10 und 40 Volumenprozent. Die Ermittlung der idealen Konzentration erfordert Verfahrensversuche, die am besten immer in Zusammenarbeit mit einem Technologieexperten durchgeführt werden.
{kind=link}
Nasses Strahlen für die Additive Fertigung
Nasses Strahlen ist eine wesentliche Technologie für verschiedene AM-Nachbearbeitungsaufgaben. Das Nassstrahlen reinigt die 3D-gedruckten Bauteile, indem es Pulverreste entfernt und die anfänglich hohe Oberflächenrauheit deutlich reduziert. Es ist in der Lage, Pulver zu entfernen und eine allgemeine Oberflächenreinigung und anfängliche Oberflächenglättung von Ra 25 µm bis 1-1,5 µm zu erreichen. Die Technologie macht die Teile homogener und bereitet sie somit besser für eine effektive Massenbearbeitung vor, die zudem weniger Zeit in Anspruch nimmt, sobald ein Teil nass gestrahlt wurde.
Bei metallischen AM-Teilen werden die losen Sinterkörner an den Ecken effektiv entfernt. Beim Nassstrahlverfahren muss man sich keine Sorgen mehr über Pulverrückstände oder Funkenbildung während des Strahlens machen.
Mit dem Nassstrahlverfahren lassen sich sowohl Metall- als auch Nichtmetallteile auf vielfältige Weise veredeln. Verschiedene Strahlmittel und unterschiedliche Strahlintensitäten ermöglichen eine individuelle Oberflächenbearbeitung. Darüber hinaus müssen viele AM-Teile nach der Herstellung beschichtet oder lackiert werden, und durch das Nassstrahlen wird eine so genannte “nasse” Oberfläche erzeugt, die eine optimale Haftung von Lacken oder Beschichtungen ermöglicht.
Durch Änderung der Strahlmittelmenge und -intensität kann eine Vielzahl von AM-Kunststoff- und Metallteilen durch Nassstrahlen effektiv gereinigt und entpulvert werden. AM-Teile haben oft schwer zugängliche Innenkanäle und komplexe Geometrien, die mit Trockenstrahltechniken nicht gut zu erreichen sind, die aber mit Nassstrahlen leicht und nachweislich gereinigt und vollständig entpulvert werden können.
Zusammenfassung
Während einige Unternehmen enorme Ressourcen für die Entwicklung maßgeschneiderter Nachbearbeitungslösungen für AM-Teile aufwenden, erkennt die Industrie inzwischen, dass eine breite Palette herkömmlicher Nachbearbeitungstechnologien problemlos für die Nachbearbeitung von AM-Teilen angepasst werden kann. Betrachtet man das Prisma der exakten Toleranzeinhaltung, der überlegenen Oberflächengüte, der Anwendbarkeit auf empfindliche und geometrisch komplexe Teile und der Wiederholbarkeit, so ist das Nassstrahlen eine überzeugende Technologie für die Nachbearbeitung von AM-Teilen und -Komponenten, die gleichzeitig anpassungsfähig und kosteneffizient ist.
Colin Spellacy, Leiter des Vertriebs. Rösler UK / AM Solutions
Alle Bilder wurden von AM Solutions zu Verfügung gestellt.
Mehr über AM Solutions finden Sie hier.