 Magazin
Magazin AM Business
AM Business Info Guide
Info Guide Directories
Directories Events
EventsInhaltsverzeichnis
Grundlage: Das digitale 3D-Modell
Ähnlich wie bei einem “normalen” Papierdrucker, benötigt auch ein 3D-Drucker eine digitale Datei welche die Informationen des zu druckenden Objekts bereitstellt.
Während beim Papierdrucker eine .doc oder .txt Datei mit den Textinhalten zur Anwendung kommt, wird bei der “digital Fabrication“ ein Dateiformat verwendet, welches Informationen über ein 3D-Modell enthält (z.B. eine CAD Datei). Um ein Objekt aus einem 3D-Modell aufbauen zu können, muss es jedoch zuvor (digital) in einzelne 2- Dimensionale, horizontale Scheiben (Layer) geschnitten werden. Diesen Vorgang nennt man Slicing. Ein derartiges Dateiformat mit den Informationen aller einzelnen Layer ist beispielsweise eine .STL oder .AMF Datei. Auf Basis einer solchen Datei, kann jeder aktuelle „3D-Drucker“ ein Objekt aus der Summe der einzelnen 2D-Schichten aufbauen.
Dieses Prinzip funktioniert dabei so, als würde man eine gewisse Anzahl von Bierdeckel (=Layer) miteinander verkleben, um einen Papierdeckel-Würfel (=3D-Objekt) zu erhalten.
Aktuelle Druckverfahren
Additive Manufacturing (AM) zu deutsch auch Generative Fertigung umschreibt eine Vielzahl von technischen Verfahren die von der ASTM International, 2012 im Englischen in die Bereiche vat photopolymerisation, material jetting, binder jetting, material extrusion, powder bed fusion, sheet lamination oder directed energy deposition kategorisiert wurden. Manche dieser Verfahren sind im Prinzip sehr ähnlich und unterscheiden sich nur durch einige wenige (von Unternehmen teils patentierten) Abänderungen. Vereinfacht kann man zwischen folgenden Prozessen unterscheiden:
1. 3D-Druck mit Pulver (3DP)
Ein sehr fortgeschrittenes Verfahren aus dem Bereich “Additive Layer Manufacturing” verwendet Pulver als Grundlage für den 3D-Druck. Ein solcher Printer verfügt über einen oder mehrere Druckköpfe, der ähnlich wie bei einem herkömmlichen Tintenstrahl Drucker funktioniert. Anstelle von Tinte, wird über diesen Druckkopf jedoch ein flüssiger Klebstoff (Bindemittel) auf eine Pulverschicht aufgetragen. Als Datengrundlage dienen auch hier, die einzelnen 2D-Layer eines zerlegten 3D-Modells. Beim 3D-Druck mit Pulver, wird der erste (unterste) Layer über einen beweglichen Druckkopf mit einem flüssigen Klebstoff auf eine Pulverschicht aufgetragen. Der 3D-Drucker zeichnet somit ein 2D-Bild der ersten Schicht auf das Pulverbett und verklebt die einzelnen Material-Partikel miteinander. Danach wird automatisch (mithilfe einer Rakel) eine frische, hauchdünne Pulverschicht über das erste “Bild” gezogen und der Vorgang wiederholt sich mit dem 2D-Bild des zweiten Layers. Schicht für Schicht werden so die einzelnen Layer in das Pulverbett gezeichnet und ein 3D-Modell entsteht aus der Summe der zusammengeklebten Pulverteilchen. Damit das 3D-Objekt von unten nach oben wachsen kann, wandert das Pulverbett zwischen jedem Layer um die Hohe einer Pulverschicht nach unten (z-Achse). Die Materialmenge ist dabei so berechnet, dass sich die Schichten auch untereinander verkleben. Das Pulver und der Kleber können dabei aus unterschiedlichen Materialien bestehen. So wird zwar vorrangig mit Gips und Kunststoffpulver gedruckt, aber auch Keramik, Glas und andere pulverförmige Materialen können verarbeitet werden.
Einer der großen Vorteile dieses Verfahrens ist die Möglichkeit einfach überhängende Strukturen zu erstellen. Das Pulver welches nicht verklebt wird, dient nämlich gleichzeitig als Stützstruktur für geplante Überhänge und Hohlräume. Zusätzlich ist dieses Verfahren sehr ressourcenschonend, da nicht verklebtes Pulver mithilfe einer Luftpistole entfernt und nach dem Sieben für den nächsten Druck wiederverwendet werden kann. Mithilfe von farbigen Bindemitteln und mehreren Druckköpfen können so auch farbige Objekte erzeugt werden. Geräte die mit diesem Verfahren arbeiten sind derzeit teurer als FFF Geräte (siehe unten). In den meisten Fällen ist eine Nachbearbeitung der Modelle notwendig. So werden die Objekte meist erst über das Eintauchen in eine flüssige Lösung (Infiltration) verfestigt und gegen Feuchtigkeit geschützt. Die Auflösung ist beschränkt und hängt von der Feinheit des verwendeten Pulvers ab.
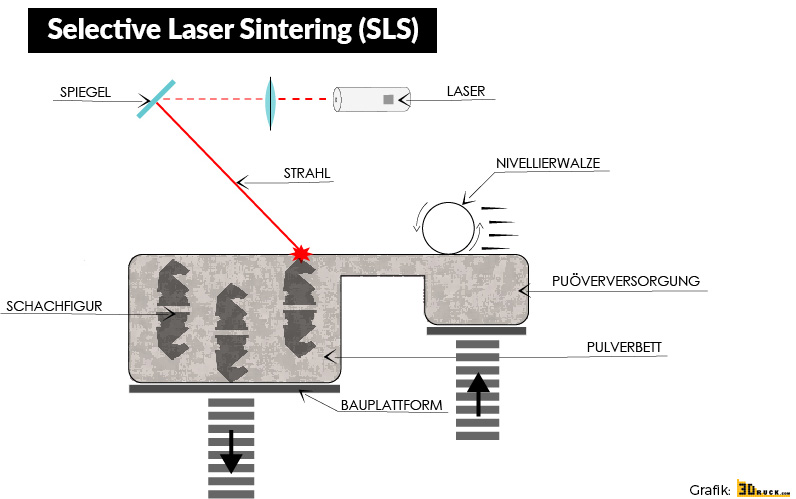
1.1. Selective Laser Sintering (SLS), Selektives Laserschmelzen
Ähnlich wie das 3DP Verfahren funktioniert auch Selective Laser Sintering (kommerziell von SLM Solutions auch als Selective Laser Melting (SLM) am Markt vertreten). Auch hier liegt das Druckmaterial in Pulverform vor. Im Unterschied zum 3DP Verfahren werden die einzelnen Layer jedoch nicht mit einem flüssigen Klebstoff verbunden, sondern mithilfe eines Hochleistungs-Lasers (CO2 Laser) unter einer Schutzatmosphäre verschmolzen. Damit lassen sich neben Kunststoffen auch Materialien wie Metalle, Keramiken und Sand verarbeiten.
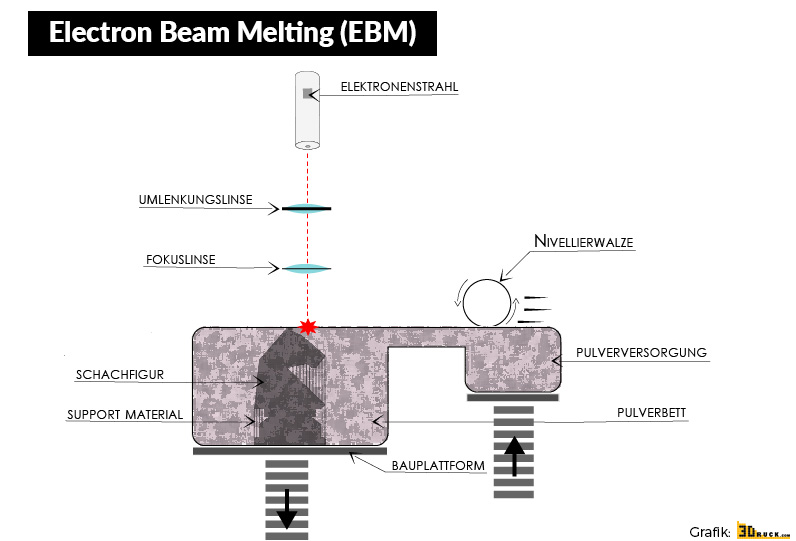
1.2. Electron Beam Melting, Electron Beam Additive Manufacturing Elektronenstrahlschmelzen (EBM/EBAM)
Beim Elektronenstrahlschmelzen werden nach einem ähnlichen Prinzip, pulverförmige Metalle über einen gut steuerbaren Elektronenstrahl unter Vakuum verschmolzen. Das Vakuum verhindert einen Einschluss von Sauerstoff in das Objekt. Dadurch entstehen sehr feste metallische Objekte, die über einen komplexen Aufbau verfügen können. Das Verfahren ermöglicht auch das Verarbeiten von Metallen mit einem höheren Schmelzpunkt wie beispielsweise Titan. Zwar erreichen EBM Geräte üblicherweise eine schlechtere Auflösung als SLS Geräte, dafür ist der Druckvorgang um einiges schneller.
1.3. Multi Jet Fusion, Metal Jet (MJF)
Das Multi Jet Fusion 3D-Druckverfahren ist eine Technologie von HP, die auf dem Prinzip des Pulverbettverfahrens basiert. Es verwendet einen feinen Kunststoffpulverwerkstoff, der Schicht für Schicht aufgetragen und dann mit einem Bindemittel bedruckt wird. Ein Heizelement fährt über die Oberfläche, um das Bindemittel zu aktivieren und das Pulver zu verschmelzen. Dieser Prozess wird wiederholt, bis das gesamte Objekt erstellt ist. Die Technologie ermöglicht eine hohe Druckgeschwindigkeit und Detailgenauigkeit und ist ideal für die Produktion von robusten, funktionalen Teilen.
Die HP Metal Jet Technologie erweitert das Verfahren für Metallteile. Es funktioniert ähnlich wie das Multi Jet Fusion Verfahren, verwendet aber Metallpulver und ein Bindemittel. Nach dem Druck werden die grünen Teile in einem Ofen gesintert, um das Bindemittel zu entfernen und das Metall zu verdichten. Dieses Verfahren ermöglicht die Herstellung von komplexen Metallteilen mit hoher Dichte und Festigkeit.
2. 3D-Druck mittels geschmolzenen Materialen
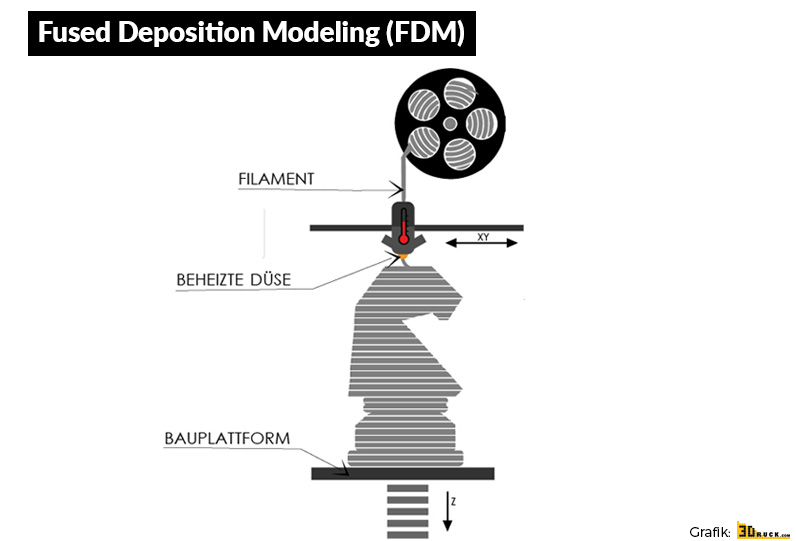
Fused Filament Fabrication (FFF), Schmelzschichtung (z.B. FDM – Fused Deposition Modeling)
Einer der populärsten Methoden ist das Drucken mit geschmolzenen Materialien. Vor allem Kunststoffen wie ABS oder PLA haben einen hohen Stellenwert eingenommen. Dieses Verfahren zählt derzeit zu der günstigsten Möglichkeit ein 3-Dimenionales Objekt zu erzeugen.
Im Grunde funktioniert ein solcher Drucker wie eine bewegliche Heißklebepistole. Auf Basis der oben beschriebenen Layer, wird ein 3D-Objekt auf einer beweglichen und um Verzug und Lösung vom Druckbett zu vermeiden oft beheizten Plattform aufgebaut. Der Druckkopf ist dabei ein beheizter Extruder, der zugeführtes Material (in Draht oder Stäbchenform) schmilzt. Je nach Modell wird entweder die Düse selbst und/oder die darunter liegende Plattform bewegt. Die Geschwindigkeit eines solchen Druckers wird dabei an die Zeit angepasst, die das verwendete Material zum Abkühlen und Härten benötigt. Erst wenn die darunter liegende Schicht erstarrt ist, wird die nächste Ebene aufgetragen. Die Qualität eines solchen Druckers ist dabei neben dem digitalen Entwurf auch von der Präzision der Bewegungen, der Feinheit der Düsen und den thermischen Eigenschaften des Materials abhängig. Durch das Hinzufügen von weiteren Extruder und eingefärbten Materialien können auch bunte Objekte realisiert werden. Um mithilfe dieses Verfahren überhängende Strukturen erzeugen zu können, werden neben einem weiteren Extruder auch bestimmte Stütz-Materialien benötigt. So können geplante Hohlräume oder Stützstrukturen mit wasserlöslichen oder wachsartigen Materialien gedruckt werden, die nach dem Druck ausgewaschen oder ausgeschmolzen werden können.
Dieses Verfahren gewann besonders durch die Open-Hardware Projekte RepRap an Bedeutung. Nachdem im Zuge dieses Projekt die Baupläne eines solchen Druckers veröffentlicht wurden, wurde das Konzept von einige Firmen weiterentwickelt. Beinahe alle populären und kostengünstigen 3D-Drucker basieren derzeit auf diesem Prinzip und stammen vom RepRap Projekt ab. Beispiele dafür sind Drucker von Makerbot, Bits from Bytes und Ultimaking. Durch eine ständige Verbesserung der Software, der Elektronik, der Materialien, der Extruder und der 3-Dimensionalen Steuerung, konnte die Druckqualität in letzter Zeit deutlich verbessert werden.
Das Extrusions Prinzip dieses Verfahrens lässt sich mithilfe spritzenartiger “Extruder” auch mit anderen zähflüssigen Materialien wie Lebensmitteln, Beton, Gips und ähnlichem Nutzen. Das Open Hardware Projekts Fab@Home (www.fabathome.org) bietet auch Baupläne für solche Geräte an.
3. 3D-Druck mit flüssigen Materialien
Ein weiteres wichtiges Verfahren arbeitet auf Basis flüssiger UV-empfindlicher Kunststoffe (Photopolymere).
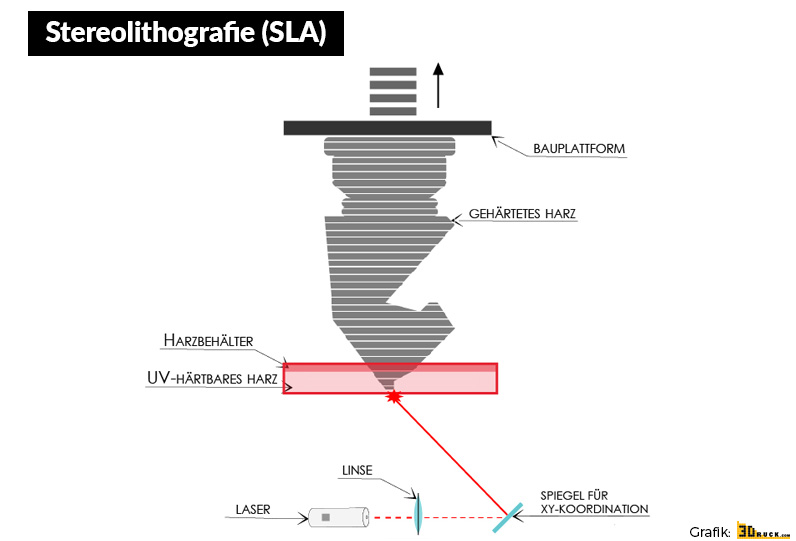
3.1. Stereolithografie (STL, SLA)
Stereolithografie wurde von Chuck Hull erfunden und gilt als Mutter aller 3D-Druck Verfahren. Ausgangsbasis dieser Produktionsform ist ein mit flüssigem Photopolymer gefülltes Becken. Der spezielle Kunststoff hat eine besondere Eigenschaft; er erstarrt nach einer gewissen Belichtungszeit. Um damit ein Objekt zu erzeugen, werden die einzelnen Layer eines 3D-Modells mithilfe eines Lasers auf die Oberfläche des flüssigen Materials projiziert unter dessen Oberfläche ein bewegliches Druckbett positioniert wird. Die erste Schicht erstarrt und befestigt das Objekt an das unterliegende Druckbett. Danach zieht ein mechanischer Arm das Modell um die Höhe eines Layers nach unten, damit sich darüber wieder flüssiges Material sammeln kann. Darauf wird der nächste Layer projiziert. Nach dem “Druckvorgang” wird das gehärtete Objekt aus dem Bad genommen und oft noch in einer eigenen Belichtungskammer bis zur vollständigen Aushärtung nachbelichtet. Im Gegensatz zu den anderen Verfahren ist dieses aufgrund der Materialkosten zwar etwas teurer, kann aber (abhängig von der Lichtquelle und des Materials) eine teils deutlich höhere Druckqualität erreichen. Als Stützmaterial müssen nadelförmige Strukturen hinzugefügt werden, die nach dem Druck mechanisch entfernt werden müssen. Mittlerweile werden am Markt auch bereits kostengünstigere Geräte in Desktop Größe angeboten. Das Verfahren lässt sich auch mit anderen Mischmaterialien wie Keramik/Photopolymer Mischungen nutzen um die Keramischen Partikel miteinander zu verbinden. In einem nachfolgenden Brennprozess werden die keramischen Anteile miteinander vermolzen und die Kunststoffanteile ausgebrannt.
3.2. Digital Light Processing (DLP)
Nach dem gleichen Prinzip wie bei der Stereolithografie, funktioniert auch das DLP Verfahren. Hier wird jedoch als Lichtquelle ein DLP-Projektor verwendet. Jüngste Projekte die auch als Open Source zur Verfügung stehen haben dieses Prinzip auch mit einem handelsüblichen Beamer realisiert.
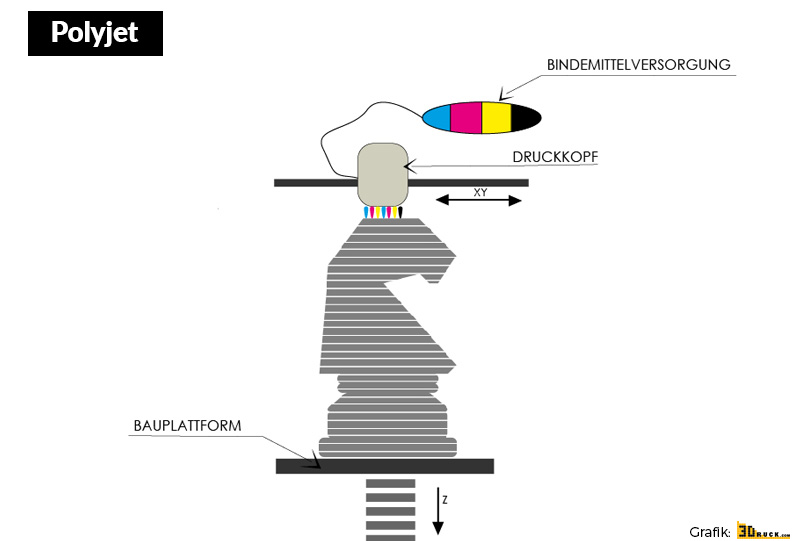
3.3. Multi Jet Modeling (MJM), Polyjet Verfahren
Eine Mischung aus Stereolithografie und FDM stellt das unter dem Marktnamen MJM zu Verfügung stehende Verfahren dar. Dabei wird ein flüssiger, lichtempfindlicher Kunststoff über einen Druckkopf auf eine Plattform aufgetragen und durch eine im Druckkopf integrierte Lichtquelle sofort ausgehärtet. Damit lassen sich sehr detailgenaue Objekte herstellen. Mittels mehreren Druckköpfen werden Supportstrukturen für überhängende Strukturen erzeugt die nach dem Druck mechanisch entfernt oder ausgewaschen werden müssen. Unter dem Namen “Digital Materials” stehen auch unterschiedliche Kunststoffe zur Verfügung die durch Mischungen Objekte mit verschiedenen Kunststoffen erstellen können.
3.4. Film Transfer Imaging Verfahren (FTI)
Ein ähnliches Prinzip verfolgt auch das Film Transfer Imaging Verfahren von 3D Systems. Eine Transportfolie trägt auf eine Plattform einen lichtempfindlichen, flüssigen Kunststoff auf, welcher mittels Projektor ausgehärtet wird.
4. Weitere Verfahren
Zu den weiteren Verfahren der Additiven Manufacturing zählen noch das Laserauftragsschweißen und das Laminated Object Modeling (LOM) Verfahren, bei dem Schichten von Papier oder Folien übereinander verklebt und mittels Cutter, automatisiert geschnitten werden.
Bezeichnungen für 3D-Druck-Verfahren
(c) Das Copyright des Grundkurses mit allen Artikel liegt bei 3Druck.com. Jegliche Verwendung, Einbindung und Veröffentlichung (ausgenommen das bloße verlinken auf unsere Seite) ist ohne Einholen einer schriftlichen Genehmigung nicht erlaubt. Die Artikel wurden gewissenhaft erstellt, erheben aber keinen Anspruch auf Vollständigkeit und Fehlerlosigkeit. Satz- Druck- und inhaltliche Fehler vorbehalten.




