 Magazin
Magazin AM Business
AM Business Info Guide
Info Guide Directories
Directories Events
Events
Eines der Verschleißteile an einem 3D-Drucker, die besonders schwierig zu tauschen sind, ist die Druckspitze (=Nozzle). Bei dem Tausch kann viel schief gehen. Grund genug für uns eine Anleitung zum korrekten Austausch zusammenzustellen.
Grundsätzlich sollte man die Druckspitze nur austauschen, wenn das auch wirklich notwendig ist. Wer etwa eine normale (ungehärtet) Druckspitze mit abrasivem Filament betrieben hat, sollte die Druckspitze anschließend austauschen. Auch Verstopfungen (Clogs) können so hartnäckig sein, dass ein Austausch zwingend notwendig wird. In besonderen Härtefällen kann es auch notwendig sein, neben der Druckspitze weiter Bauteile zu Tauschen.
Werkzeug
Für einen erfolgreichen Austausch empfehlen wir folgendes Werkzeug:
- Ratsche mit 7mm Nuss
- Gabelschlüssel / Einmaulschlüssel
- Alternativ: Einmaulschlüssel verstellbar
Zusätzlich benötigt man folgende Bauteile:
- Neue Druckspitze (Nozzle) – auf Kompatibilität achten!
- falls möglich: E3D Silkon Sock
- evtl. neuer Heaterblock
- evtl. andere Ersatzteile (Heizpatrone, Thermistor, Heatbreak)

Wobei Heaterblock, Heizpatrone, Thermistor und Heatbreak natürlich zum eigenen 3D-Drucker passen müssen. Diese Bauteile sollte man aber grundsätzliche auf Reserve haben. Denn insbesondere beim unvorsichtigen Tausch der Druckspitze besteht die Gefahr der Beschädigung dieser Bauteile.
Je nach 3D-Drucker kann es zudem notwendig sein Bauteile die im Weg sind zuerst demontieren. Dafür benötigt man natürlich entsprechendes zusätzliches Werkzeug.
Entfernen der Druckspitze
Um die Druckspitze zu entfernen heizt man diese zuerst auf. Ist eine ausreichende Temperatur erreicht kann das Filament entfernt werden. Alternativ kann man einen Cold-Pull zuvor durchführen. Die Druckspitze sollte auf eine Temperatur von etwa 275 Grad (Full-Metal Hotends) bzw. 250 Grad (Hotends mit PTFE Schlauch bis zur Nozzle) erhitzt werden. Wurde zuletzt mit noch höherer Temperatur gedruckt, muss auch eine noch höhere Temperatur gewählt werden. Hier rechnet man am Besten mit 20 oder 30 Grad zuzüglich zur letzten Drucktemperatur als Faustformel.
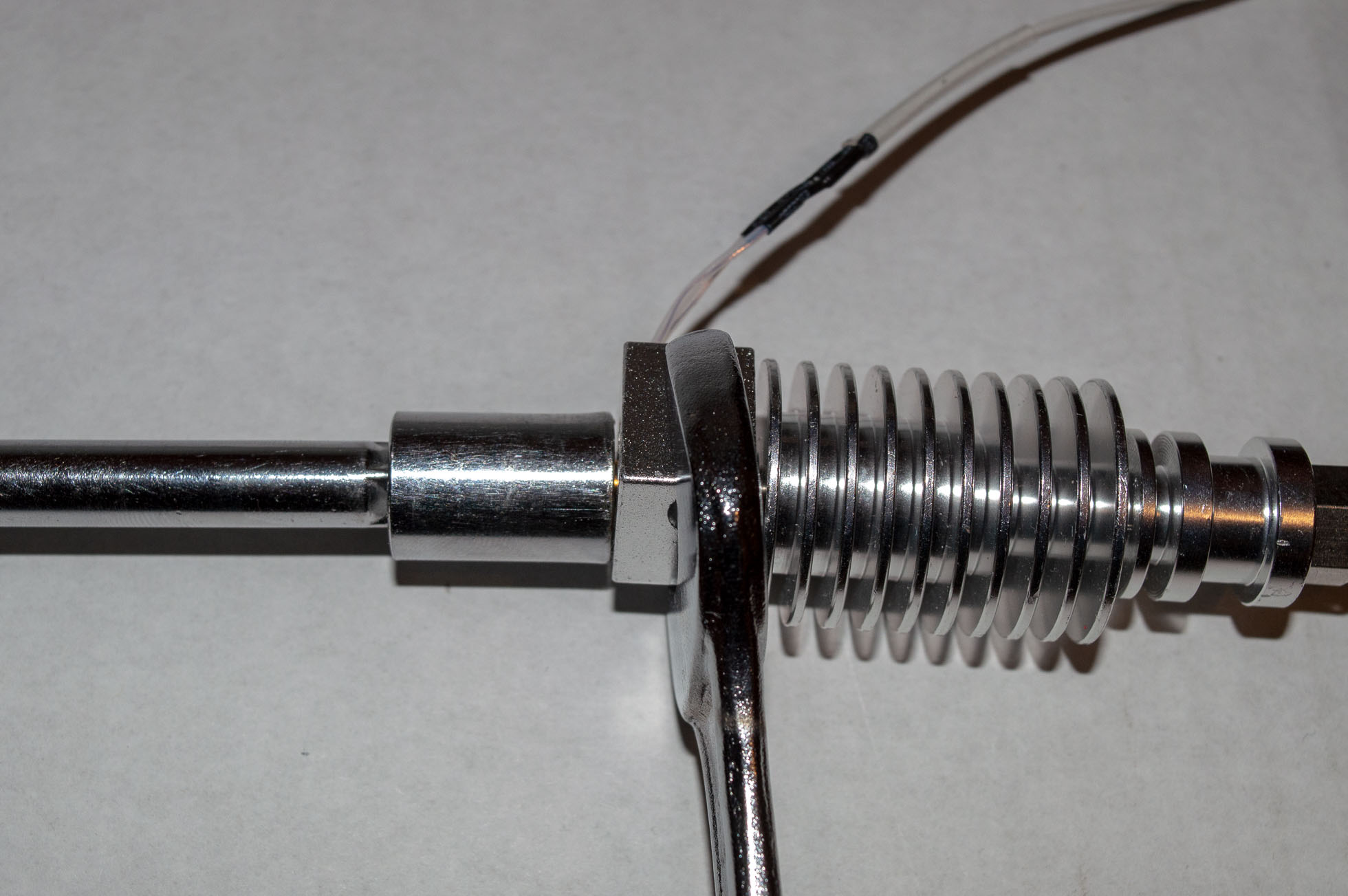
Sobald fertig aufgeheizt wurde und das Filament entfernt ist, kann man den Schraubenschlüssel am Heaterblock ansetzten. Dabei ist es wichtig, weder den Thermistor noch die Heitzpatrone zu berühren oder gar zu beschädigen. Insbesondere die Kabel der beiden Komponenten sind jetzt gefährdet!
Im nächsten Schritt setzt man die Ratsche mit der Nuss an der Nozzle an. Anschließend muss die Ratsche nur mehr nach links gedreht werden. Dabei wird der Heaterblock mit dem Gabelschlüssel festgehalten und gegen Verdrehung gesichert. Sobald die Druckspitze vollständig abgeschraubt wurde, kann der verbleibende Heaterblock abkühlen. Alternativ kann man aber auch direkt mit der Montage beginnen.
Einen Überblick über alle wichtigen Schritte gibt auch das nachfolgende Video:
Mit dem Laden des Videos akzeptieren Sie die Datenschutzerklärung von YouTube.
Mehr erfahren
Montage der Druckspitze
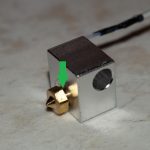
Für die Montage wird der Heaterblock auf 250 Grad oder sogar mehr aufgeheizt (bei Full-Metall Hotends). Wieder wird der Heaterblock mit dem Gabelschlüssel festgehalten. Währenddessen wird mit der Ratsche & Nuss die neue Druckspitze festgeschraubt. Sobald diese fest sitzt, wird sie noch etwas fester angezogen, um einen dichten Sitz zu gewährleisten. Im nächsten Schritt wird die Temperatur reduziert und das Filament wird wieder eingeführt werden.
Eine richtig montierte Nozzle muss wie auf den folgenden Bildern sichtbar montiert sein (auch der Heaterblock sollte dann fest sein).


Einen Überblick über alle wichtigen Schritte gibt auch das nachfolgende Video:
Mit dem Laden des Videos akzeptieren Sie die Datenschutzerklärung von YouTube.
Mehr erfahren
Abschließende Arbeiten
Durch die Montage der Druckspitze kann sich der Abstand zwischen dem Heaterblock und dem Druckbett verändern. Das ist kein großes Problem, nur sollte man darauf nicht vergessen! Nach diesem Schritt führt man einfach die Prozedur zur Kalibrierung der Z-Achse aus. Das ist notwendig, weil sich der Abstand der Z-Achse durch den Tausch der Druckspitze verändert haben könnte.
















